УДК 621.771.658.562.65.0] 1.56 £
ПРИМЕНЕНИЕ ИЗМЕРИТЕЛЯ ПЛОСКОСТНОСТИ ИП-4 В РЕЖИМЕ КОНТРОЛЯ ФОРМЫ ЛИСТОВ £
©В.А.Агуреев, А.В.Курякин, В.С.Руднев, С.В.Трусилло, В.П.Шершелюк
НТП "APTA" (Саров), ОАО "Северсталь"
Ранее [1] авторами настоящей статьи были представлены характеристики и возможности прибора ИП-4-гп, предназначенного для измерения плоскостности на станах горячей прокатки полосы. Прибор обладает существенно более высокими эксплуатационными характеристиками, чем существующие измерители на базе лазерных триангуляционных высотомеров, что обусловливает ряд новых, ранее недоступных возможностей для прокатного производства. В частности, благодаря повышенным чувствительности и геометрическому разрешению, а также разработанным для этой цели алгоритмам он оказался единственным из измерителей плоскостности, который в состоянии измерять не только плоскостность полосы в процессе прокатки, но и форму листов при их движении по рольгангу.
Особенности измерения формы листов. Измеритель плоскостности листовой продукции ИП-4-Л строится на основе базового прибора ИП-4-гп, предназначенного для измерения распределения относительных удлинений (РОУ) полосы в процессе прокатки. РОУ является характеристикой, тождественной неравномерности расхода металла вдоль раствора валков, и поэтому может быть непосредственно использован для регулирования плоскостности полосы. Примеры измеренных РОУ приведены в статье [1].
Однако в случае применения прибора для измерения плоскостности листов по ряду причин приходится пользоваться представлением результатов измерений в виде формы листа, под которой, в общем случае, понимается положение точек поверхности листа относительно базовой плоскости. При этом необходимо ввести несколько определений формы листа.
Естественная форма листа - гипотетическая форма, обусловленная внутренними напряжениями, которую принял бы лист в невесомости после снятия с него всех внешних силовых воздействий.
Форма листа на поверочной плите - форма, которая образуется в результате взаимодействия естественной формы листа с силами реакции опор на поверочной плите. Эта форма может не воспроизводиться точно при последовательных укладках одного и того же листа на поверочную плиту из-за деформации естественной формы листа при перекладках, а также из-за трения в точках опоры листа.
Форма листа на рольганге - форма, которая образуется в результате взаимодействия естественной формы листа с силами реакции опор на рольганге при
движении листа через зону измерения. Эта форма может не совпадать с формой листа на поверочной плите из-за различия в положении и числе точек опоры.
Нестабильность формы листа - ослабление с течением времени под влиянием внешних воздействий (температура, изгибы, удары, сотрясения) внутренних напряжений, возникших при прокатке, правке и других технологических операциях, вследствие чего естественная форма листа может изменяться.
Существуют два варианта использования ИП-4-л для измерения плоскостности листов.
Контроль плоскостности листов на технологических агрегатах. Прибор устанавливается на станах горя-
/
чей прокатки или на различных правильных машинах. По результатам измерений решаются вопросы о коррекции технологического режима или о вторичной правке, т.е. проводятся мероприятия по реальному повышению качества продукции. В этом случае наиболее эффективно плоскостность листа представлять в виде РОУ. Это связано с тем, что форма листа, перемещающегося в реальных условиях по рольгангу, может представляться в виде множества реализаций в зависимости от возмущающих факторов движения (вибраций, шага рольганга, и т.п.), но все эти реализации жестко связаны с распределением внутренних напряжений. Прибор во всех случаях будет выдавать одно и то же РОУ, являющееся объективной характеристикой распределения внутренних напряжений в листе.
Выходной контроль листовой продукции. Главная цель этого контроля - сортировка листов по их плоскостности на качественные, пригодные для отгрузки потребителю, и некачественные, не удовлетворяющие техническим требованиям.
Основным способом выходного контроля плоскостности листа на сегодня является измерение формы листа на поверочной плите. Этот подход зафиксирован в ГОСТ 26877-91 "Металлопродукция. Методы измерения отклонений формы". При этом на практике измерение этой характеристики сводится, как правило, к замерам метрической линейкой расстояний от поверочной плиты до краев листа. Такой метод практически исключает возможность проведения массового контроля на всем потоке продукции.
В отличие от этого метода ИП-4-л сканирует форму листа в процессе движения его по рольгангу. Измерения проводятся по всей поверхности листа, пропуск каких-либо локальных выпуклостей или впадин поверхности исключается.
с
С!
«с н ы £
о а
ф
-600
-400
-200
200
400
21.3 21,2 21,1
21
20,9 20,8 20,7 20,6 20,5
20.4
10
12
14
16
18
20
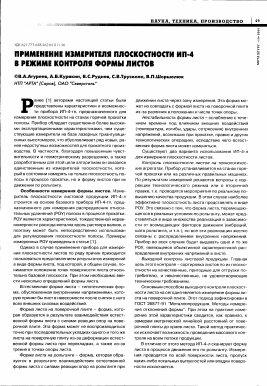
Расстояние от оси транспортера в поперечном направлении, мм Рис. 1. Распределение максимальных перепадов высот алюминиевого листа (а) и увеличенный фрагмент графика перепада высот (б)
При представлении результатов измерения плоскостности листа в виде формы используется алгоритм "восстановления" формы листа, в котором массив измеренных прибором углов наклона поверхности по простым геометрическим правилам с учетом скорости перемещения листа преобразуется в искомую форму [2]. В этом случае "восстанавливается" конкретная реализация формы, которая имела место при прокатывании листа через измерительную зону прибора под воздействием возмущающих факторов движения.
Для оценки точности измерений формы листа в условиях отсутствия возмущающих факторов движения были проведены эксперименты в ЛПЦ-2 ОАО "Самарский металлургический завод". На линии резки листов удалось так отрегулировать ленточный транспортер, что тонкие алюминиевые листы перемещались на нем практически неподвижными. Под середину бокового края листов подкладывались подставки определенной высоты. Остальная часть листа прогибалась естественным образом, формируя "искусственную" волну. Передний и задний края свободно лежали на транспортерной ленте.
На рис. 1 приведено измеренное распределение максимальных высот листа. В данном случае под серединой его левого края находилась подставка высотой
Рис. 2. Форма листа размерами 14x1900x14500 мм на выходе правильной машины (-937,5 мм<х<935,7 мм; 0<у<14088 мм; -6,96 мм <г<5,77 мм)
37 мм. Лист был прокатан три раза. Результаты каждого измерения представлены разными маркерами. Высота левого края над подставкой составляет -37 мм, правого края ~8 мм. Из графика, представленного в реальном масштабе (рис. 1, а), и увеличенного фрагмента (рис. 1, б) видно, что расхождение между результатами повторных измерений незначительно и составляет не более 0,1 мм.
Наибольший практический интерес вызывает измерение формы толстых стальных листов в процессе перемещения их по рольгангу. В этом случае на погрешность измерения влияют:
- периодическая структура рольганга, вследствие чего число и расположение точек опоры листа на рольганге отличается от числа и расположения точек опоры на поверочной плите;
- биение роликов рольганга и связанная с этим вибрация листа;
- консольный прогиб переднего и заднего концов листа в измерительной зоне прибора, обычно устанавливаемой посредине пролета между роликами.
Рассмотрим влияние возмущающих факторов движения в этом случае.
Выполненные расчетные оценки показали, что прогиб стального плоского листа толщиной 6 мм и более
на рольганге с шагом 1200 мм составляет менее 1 мм. Учитывая, что в качестве первичной величины прибор измеряет угол наклона поверхности в точке измерения, эта погрешность практически исключается, так как зона измерения располагается посредине между роликами. Расчетная ошибка из-за взаимодействия волновой структуры листа с периодической структурой роликов составляет менее 0,1 мм.
У относительно тонких листов (6-8 мм)
УЮЛ
Рис. 3. Форма листа за постом УЗК "Север" (1150 мм<х<2600 мм; 0 мм<у<9200 мм; -3,8 мм<г<4,1 мм)
в зоне измерений возникает заметный консольный прогиб переднего и заднего концов листа. Прибором консольные прогибы воспринимаются как наличие в данном месте цилиндрической волны. Для коррекции этого искажения создан соответствующий алгоритм. Выполненные модельные оценки показали, что погрешность измерения формы, обусловленная этим фактором, не превышает 0,1 мм. Таким образом, общая расчетная оценка погрешности измерения формы листа прибором ИП-4-л при движении по рольгангу не превышает 0,2 мм, результаты измерения формы стальных листов толщиной 6 мм и более на рольганге практически совпадают с результатами измерения формы листа, уложенного на поверочную плиту и движущегося через зону измерения вместе с ней.
Работа ИП-4-л основана на сложном математическом анализе изображения блика на поверхности листа от источника света [1]. Это предъявляет к отражательным свойствам поверхности определенные требова-
ния. В случае работы с черными металлами ситуация осложняется наличием большого числа пятен окалины и ржавчины, отражательная способность, размеры, форма и расположение которых, как правило, колеблются в широких пределах. Эти оптические дефекты в приемлемой степени преодолеваются применением различных алгоритмов фильтрации, в основе которых лежат физические свойства листа и статистические характеристики коэффициента отражения света от поверхности. Ясно, что в предельном случае, когда вся или большая часть поверхности листа совершенно не отражает свет, измерения невозможны. В таких ситуациях рабочая программа выводит на экран соответствующее предупреждение оператору.
Основные характеристики ИП-4-л приведены ниже:
1В0 180
220 240
Точность измерения высоты, мм в пределах ±0,5
Количество обмеряемых зон до 250 на ширину листа
Частота первичных измерений, Гц 50
Прокатываемый металл любой
Скорость листа, м/с ДО 2
Ширина листа любая
Температура листа, °С до 1200
Рис. 4. Форма листа (№ 1) на посту клеймения (-994,7 мм<х<986,8 мм; 0 мм<у< 7481,8 мм; -3,5 мм<г<4,4 мм)
Примеры измерения формы толстых стал
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.