УДК 621.983:669:51-7
ПРИМЕНЕНИЕ ОБРАТНОГО РЕШАТЕЛЯ INVERSE В PAM-STAMP 2G ДЛЯ ОЦЕНКИ ФОРМУЕМОСТИ ДЕТАЛИ
© Ершов Александр Алексеевич1; Логинов Юрий Николаевич2, д-р техн. наук, проф.
1 Группа компаний ООО «ПЛМ Урал», ООО «Делкам-Урал». Россия, г. Екатеринбург. E-mail: eaa@delcam-ural.ru
2 ФГАОУ ВПО «Уральский федеральный университет имени первого Президента России Б.Н.Ельцина». Россия, г. Екатеринбург Статья поступила 06.05.2013 г.
В данной статье рассмотрена возможность оценки технологии изготовления деталей холодной листовой штамповкой при помощи обратного проектирования с применением метода конечных элементов. Рассматривается процесс реинжиниринга в программном комплексе PAM-STAMP. Полученные результаты дают информацию по развертке изделия и предварительно рассчитываемым полям: напряженно-деформированного состояния, утонения, дефектам и т.д.
Ключевые слова: PAM-STAMP; ESI-Group; развертка; метод конечных элементов; обратное проектирование.
В процессе подготовки к производству получение данных о требуемой форме заготовки, напряженно-деформированном состоянии, величине утонения и поверхностных дефектах может во многом ускорить процесс получения конечного изделия. Качественная оценка этих параметров сразу после построения САЭ-модели детали может быть использована как конструктором, так и технологом для обоснования принятия тех или иных решений.
Развертка детали в РАМ-ШУБИББ (модуль программы РАМ-БТАМР разработанной компанией Б81-Сгоир ©) позволяет получить форму и размеры исходной заготовки перед штамповкой. При решении обратной задачи также оценивается напряженно-деформированное состояние металла и величины утолщений, что позволяет получить первые сведения о технологичности процесса еще на этапе конструирования детали.
В статье приведено сравнение расчета, проведенного в РАМ-БТАМР 2в, с применением решателя РАМ-ЫуегБе (с получением развертки и предварительной оценки расчетных полей) и с применением основного решателя РАМ-Аи1о51ашр, который дает наиболее точную оценку по всем расчетным полям. Цель работы — изучение возможностей обратного решателя и оценка его применимости при анализе процесса полученных сложных изделий. В качестве примера представлен анализ результатов
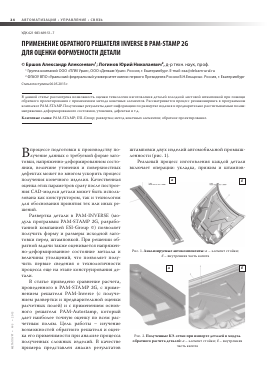
штамповки двух изделий автомобильной промышленности (рис. 1).
Реальный процесс изготовления каждой детали включает операции: укладка, прижим и штампов-
Рис. 1. Анализируемые автокомпоненты: а - элемент стойки; б - внутренняя часть капота
Рис. 2. Полученные КЭ-сетки при импорте деталей в модуль обратного расчета деталей: а - элемент стойки; б - внутренняя часть капота
Рис. 5. Распределение утонения внутренней части капота при расчете с применением решателя PAM-Inverse (а) и с применением решателя PAM-Autostamp (б)
Рис. 6. Накопленная степень деформации в детали «капот» (I) и распределение (поле) эквивалентных напряжений (II) при расчете с помощью обратного решателя (а) и прямого решателя (б)
Рис. 7. Распределение утонения в изделии «элемент стойки» при расчете с применением решателя PAM-Inverse (а) и с применением решателя PAM-Autostamp (б)
II
Рис. 8. Накопленная степень деформации в изделии «элемент стойки» (I) и распределение (поле) эквивалентных напряжений (II) при расчете с помощью обратного решателя (а) и с помощью прямого решателя (б)
I
а
б
Рис. 9. Качественная оценка состояния поверхности детали «элемент стойки» при решении с использованием обратного (а) и основного (б) решателей
ка изделий. Для всех указанных операций при расчете с помощью основного решателя PAM-Autostamp сформированы отдельные пакеты данных, включающие все необходимые входные технологические параметры, позволяющие максимально точно просчитать каждый этап. При расчете с помощью решателя PAM-Inverse постановка задачи упрощена: важным фактором является скорость моделирования и быстрый переход от конечной формы изделия к заготовке. Однако при простоте постановки задачи учитываются такие параметры, как свойства материала, анизотропия его свойств, исходная толщина заготовки, направление движения инструмента, возможные места обрезки в реальном процессе производства (требуется указание кривых, по которым проводилась обрезка).
В начале подготовки проекта обратного расчета к моделированию производится импорт CAD-геометрии либо готовой конечно-элементной (КЭ) сетки изделий. На рис. 2 представлены полученные при импорте КЭ-сетки анализируемых изделий.
При постановке задачи приняты следующие исходные параметры заготовки для каждой детали: для элемента стойки исходная толщина заготовки составляет 0,90 мм, в качестве материала принята сталь 08кп, для капота толщина составляет 0,65 мм, материал - алюминий.
Постановка задачи осуществляется с помощью готового макроса для решателя PAM-Inverse. На рис. 3 показаны параметры макроса, заданные для расчета детали «капот», а также полученное в итоге дерево свойств. Аналогичным образом заданы параметры для моделирования процесса изготовления детали «элемент стойки».
После постановки задачи производится настройка параметров решателя. Решатель PAM-Inverse позволяет производить SMP (shared memory process) - распараллеливание процесса расчета, таким образом обеспечивая высокую скорость решения. Процесс моделирования занимает несколько минут в зависимости от конечной величины элемента сетки, а также сложности самой детали.
Данные для расчета при применении основного решателя PAM-Autostamp были получены ранее, произведено сравнение результатов с реальной деталью (подробное описание постановки задачи не рассматривается).
По завершении процесса моделирования с помощью обратного решателя были рассмотрены его результаты, произведено сравнение по-
лученных данных. На рис. 4 показана развертка внутренней части детали «капот», с помощью которой, согласно расчету, можно получить идеальную (без дополнительной механической обработки) деталь.
На рис. 5 показано распределение утонения для внутренней части капота, полученное при расчете с помощью решателя РАМЛпуегее (рис. 5, а) и решателя РАМ-Аи1:о81атр (рис. 5, б). Максимальное значение утонения - до 20% (РАМ-¡пуегее) и до 25% (РАМ-Аи1:о81атр), разница между этими значениями составляет примерно 20%. Характер распределения во многом совпадает, однако более высокие значения получаются при использовании основного решателя.
Уровень накопленной степени деформации в детали «капот» при расчете с помощью обоих решателей показан на рис. 6, I. Максимальное значение при расчете в обратном решателе составляет 0,26, а в основном - 0,30. Таким образом, отклонение составляет 13%. Локальные места появления наибольших деформаций совпадают с высокой точностью. Снова оценка в обратном решателе оказывается заниженной по сравнению с основным расчетом.
По уровню степени деформации можно судить и об уровне напряжений в детали. Распределение напряжений (поле эквивалентных напряжений) в детали подобно при обоих решениях (рис. 6, II), однако видно, что общий уровень при использовании обратного решателя несколько ниже, и полученные значения, в первую очередь, дают качественную оценку. Отклонение между максимальными значениями - 4% (примерно 361 и 376 МПа соответственно).
В результате сравнения величин утонения, полученных при расчете с помощью решателя РАМ-1пуегее (рис. 7, а) и решателя РАМ-Аи1:о81атр (рис. 7, б), в детали «элемент стойки» получены следующие результаты. Значения утонения достигают 16% (РАМ-1пуегее) и 24% (РАМ-Аи1:о81атр). Места наибольших утонений носят локальный характер и при использовании обратного решателя обнаруживаются точно, однако большая разница в максимальных значениях утонения (в указанном месте) - порядка 33%, требует более детального рассмотрения при дальнейшем кон- ^ струировании детали.
Уровень накопленной степени деформации в ^ изделии при расчете в обоих решателях показан на рис. 8, I. Максимальное значение при расчете ^ в обратном решателе составляет 0,28, а в основ- ^ ном - 0,34. Таким образом, отклонение составля- г
ет 20%. Видно, что для данного изделия обратный решатель в меньшей степени обнаружил деформации в местах большой вытяжки вдоль ребер тела - сказывается отсутствие информации о переходах гибки этих частей изделия. Наибольшие концентраторы были обнаружены в угловых зонах и местах перегибов.
Уровень эквивалентных напряжений в детали, соответствующий накопленной степени деформации, показан на рис. 8, II. Распределение напряжений в изделии заметно отличается при одинаковом уровне представленной шкалы: максимальная величина при расчете с помощью обратного решателя составляет 490 МПа, с помощью основного - 560 МПа (отклонение 12,5%). Видно отсутствие локальных концентраторов в местах перегибов - вдоль ребер детали.
При оценке качества поверхности с помощью диаграммы предельной формуемости видно, что места, в которых вероятно появление дефекта типа «складка» при решении с применением обратного решателя, распространены гораздо шире, нежели при решении с применением основного решателя и последующей проведенной проверке при реальном эксперименте (рис. 9). Наиболее точно определены области гофра на краях изделия. В центральной же части на поверхности изделия складки не появляются; таким образом, обратный решатель дал немного завышенную оценку по поверхностным дефектам.
В результате проведенного сравнения расчетов с помощью двух решателей можно сделать следующие выводы.
Представленные данные расчета с помощью обратного решателя по основным расчетным полям показали, что места появления концентраторов напряжений, места большого утонения, а также вероятного появления поверхностных дефектов хотя и несколько не совпадают, но это, вероятно, связано с отсутствием точных данных о процессе. По величине утонения среднее значение отклонения результатов, полученных с помощью решателей РАМ-Аи1:о81атр и РАМЛпуе^е, составляет 26%; по величине деформаций - 16%, по величине эквивалентных напряжений - 7%. Результаты расчета с помощью обратного решателя позволяют получить качественную оценку мест вероятного появления дефектов, концентраторов напряжений и т.п., хотя по большинству ос
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.