УДК 621.771.23
СНИЖЕНИЕ ДИНАМИЧЕСКИХ НАГРУЗОК В УНИВЕРСАЛЬНЫХ КЛЕТЯХ ПРОКАТНОГО СТАНА
© Храмшин Вадим Рифхатович, д-р техн. наук, e-mail: hvrmgn@gmail.com; Карандаев Александр Сергеевич, д-р техн. наук, проф., e-mail: askaran@mail.ru;
Евдокимов Сергей Алексеевич, канд. техн. наук, e-mail: evdmgtu@yandex.ru
ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И.Носова». Россия, г. Магнитогорск Андрюшин Игорь Юрьевич, канд. техн. наук, e-mail: andryushin.iy@mmk.ru;
Шубин Андрей Григорьевич, e-mail: shubin_ag@mmk.ru; Гостев Анатолий Николаевич, e-mail: gostev_an@mmk.ru ОАО «Магнитогорский металлургический комбинат». Россия, г. Магнитогорск Статья поступила 01.02.2015 г.
Рассмотрены вопросы снижения динамических нагрузок в горизонтальных и вертикальных валках универсальных клетей прокатного стана. На примере электроприводов клетей непрерывной подгруппы черновой группы клетей широкополосового стана горячей прокатки 2000 ОАО «Магнитогорский металлургический комбинат» показаны недопустимые ударные нагрузки, возникающие в оборудовании вертикальной клети при захвате полосы валками горизонтальной клети. Предложен способ снижения ударных нагрузок за счет автоматического согласования скорости выхода полосы из предыдущей вертикальной клети и скорости захвата полосы последующей горизонтальной клетью. Рассмотрен способ коррекции скорости вращения валков вертикальной клети по разности токов электропривода при свободной и совместной прокатке. Представлены осциллограммы, подтверждающие эффективность применения предложенных способов регулирования, даны рекомендации по их промышленному внедрению.
Ключевые слова: стан горячей прокатки; универсальная клеть; динамические нагрузки; ограничение; способ регулирования; экспериментальные исследования; внедрение.
Клеть № 4
Аля клетей станов горячей прокатки характерно приложение ударной нагрузки при захвате полосы валками. Динамические удары приводят к выходу из строя электрического и механического оборудования, ухудшению условий коммутации двигателей, авариям по причине застревания полосы и другим негативным последствиям. Аварийные простои листопрокатных станов из-за поломок шпиндельных соединений составляют 12-15% общего числа простоев, вызванных выходом из строя механического оборудования [1]. Поломки элементов шарниров (вкладышей, пальцев, лопастей и др.) составляют в целом незначительную часть числа отказов по износу рабочих механизмов, однако они, как правило, вызывают длительные простои станов и тяжелые аварийные последствия [2]. Жесткие динамические режимы характерны для оборудования вертикальных и го-
ризонтальных валков универсальных клетей широкополосовых и толстолистовых станов горячей прокатки.
В последние годы развиваются исследования динамического взаимодействия смежных клетей через толстую прокатываемую полосу [3]. Получены и объяснены новые результаты взаимодействия клетей, в частности, определены режимы прокатки, при которых мгновенный подпор, формирующийся в полосе во время ее захвата валками последующей клети, воспринимается валками предыдущей в виде дополнительного сопротивления. В результате в линии привода предыдущей клети возникает повторный колебательный процесс, а максимальный момент сил упругости становится соизмеримым с пиковым моментом при собственно захвате полосы [4].
Исследования динамических нагрузок универсальных клетей показали, что при захвате полосы горизонтальными валками максимальный момент упругости в вертикальных валках может превышать установившийся момент прокатки в 2-2,5 раза.
Такая проблема в полной мере характерна для стана 2000 ОАО «Магнитогорский металлургический комбинат».
Клеть № 5
Клеть № 6
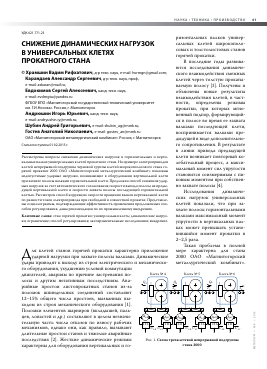
Рис. 1. Схема трехклетевой непрерывной подгруппы стана 2000
0,77 0,76 0,75 0,74 0,73 0,72 0,71
1000
500 250
0,792
0,780
0,768
0,756
0,744
0,732
0,720
0,708
0,696
0,684 15000
На рис. 1 показан фрагмент технологической линии стана. Непрерывная подгруппа черновой группы состоит из трех универсальных клетей №№ 4-6, содержащих приводные вертикальные и горизонтальные валки, взаимосвязанные в процессе прокатки через прокатываемую полосу. Привод вертикальных валков осуществляется двигателями Д4В-Д6В, привод горизонтальных -двигателями Д4Г-Д6Г.
В настоящее время в составе автоматизированной системы управления (АСУ) непрерывной подгруппой стана функционирует система автоматического регулирования нулевого натяжения (САРНН), представляющая собой загруженную в контроллер управляющую программу. Эта программа задает скоростные режимы работы главных электроприводов горизонтальных и вертикальных валков [5, 6]. Система поддерживает заданное натяжение полосы между 4-й и 5-й клетями изменением скорости вращения горизонтальных валков 4-й клети. Натяжение между клетями № 5 и № 6 регулируется изменением скорости валков
клети № 6. На рис. 1 символами Т. и Q. обозначены переднее и заднее (подпор) натяжения в -том межклетевом промежутке. На скорость валков 5-й клети САРНН влияния не оказывает. Ударные нагрузки, возникающие при захвате полосы валками горизонтальных и вертикальных клетей, этой системой не контролируются и не ограничиваются.
Выявлены основные причины, вызывающие увеличение динамических нагрузок при захвате полосы валками 4-й - 6-й клетей [7]:
- несогласованность линейных скоростей валков вертикальных и горизонтальных клетей. Вследствие этого линейная скорость вращения валков горизонтальной клети не соответствует скорости выхода металла из вертикальной клети;
08:31:45 08:31:50 08:31:55 08:32:00 08:32:05 08:32:10 08:32:15 08:32:20 08:32:25 08:32:30 08:32:35
Рис. 2. Осциллограммы линейных скоростей и токов электроприводов горизонтальных и вертикальных валков клети № 4
- наличие неконтролируемой статической ошибки (просадки) скорости после захвата, связанной с пропорциональным регулированием скорости в однократно интегрирующей системе [8];
- упомянутый выше мгновенный подпор, формирующийся в полосе, и повторный динамический процесс в линии привода вертикальной клети во время захвата горизонтальными валками.
Характерные осциллограммы изменения линейных скоростей и токов электроприводов вертикальных и горизонтальных валков клети № 4 представлены на рис. 2.
После входа полосы в вертикальные валки до ее захвата горизонтальными валками (промежуток времени в течение около 4 с осу-
ществляется процесс свободной прокатки в вертикальных валках. Он сопровождается снижением скорости иВ от 0,77 до 0,744 м/с, при этом статическая ошибка регулирования скорости вертикальных валков ДиВ ст 1 = 3,4%. Изменение тока электропривода Д1В ст от 62 до 915 А происходит практически без динамического увеличения (броска). При совместной прокатке в вертикальных и горизонтальных валках (промежуток времени £2-£3) до поступления сигнала коррекции от САРНН после захвата полосы вертикальными валками клети № 5 скорость иВ снижается до 0,718 м/с. Это происходит вследствие подпора вертикальных валков горизонтальными через полосу металла. Статическая ошибка регулирования скорости ДиВ , = 3,5%.
В ст. 2 '
Несогласованность скоростей валков вертикальной и горизонтальной клетей приводит к динамическому снижению скорости валков вертикальной клети Ди„ на 5% (от
В дин х
0,744 до 0,707 м/с) и динамическому броску тока ДА на 57% (от 915 до
В дин
1440 А). В горизонтальных валках происходят снижение скорости ДиГ ст на 3,2% (от 0,737 до 0,714см/с) и изменение тока Д/г от
Г ст
325 А (холостой ход) до 12 200 А (установившееся значение) с ударным увеличением (броском) до 14 580 А. Таким образом, динамическая составляющая тока Д1Г дин достигает 20%. В электроприводе постоянного тока аналогично изменяется момент двигателя. Эксперименты показали, что его бросок при приложении нагрузки достигает 25-30%.
Представленные осциллограммы подтверждают возникновение мгновенного подпора в вертикальных валках и ударного динами-
Рис. 3. Пояснения к способу управления прокаткой
Рис. 4. Осциллограммы электроприводов вертикальных и горизонтальных валков клети № 4 при реализации способа согласования скоростей [9]
ческого процесса в горизонтальных валках в момент t захвата полосы. Негативные последствия этих процессов предопределили необходимость разработки новых способов управления, обеспечивающих снижение ударных нагрузок на электрическое и механическое оборудование клетей.
Для устранения рассогласования скоростей вращения вертикальных и горизонтальных валков разработан способ управления процессом прокатки в непрерывной группе клетей, суть которого поясняется с помощью схемы, показанной на рис. 3 [9, 10].
При свободной прокатке полосы 3 в вертикальных валках 1 до ее захвата валками 2 горизонтальной клети скорость электропривода горизонтальных валков устанавливается равной As i
®г ---.
DT cosar
Это выражение получено из условия совместной прокатки без натяжения
v = = vr cosa,
a B Г Г
где va - горизонтальная составляющая линейной скорости иГ горизонтальных валков в точке захвата полосы; иВ - линейная скорость валков вертикальной клети; Dr, DB - диаметры горизонтальных и вертикальных валков; аГ - угол захвата полосы горизонтальными валками.
Косинус угла захвата полосы горизонтальными валками рассчитывается по зависимости
Hi ~н2
печивает захват полосы с меньшими динамическими нагрузками. Схема и описание устройства, реализующего этот способ, запатентованы [9].
На рис. 4 представлены осциллограммы, полученные в непрерывной подгруппе клетей стана 2000 при промышленных испытаниях предложенного способа. После входа полосы в вертикальную клеть в интервале времени Ь-Ь происходит снижение скорости ее валков и'В на величину Ди'В ст 1 (от 0,721 до 0,665 м/с, т.е. 7,6%). Ток двигателя вертикальной клети /В изменяется на величину Д/В ст от 65 до 1130 А без динамического
cosar = 1 -
Dr
где Н1, Н2 - толщина полосы на входе и выходе из горизонтальной клети.
В результате к моменту захвата полосы валками горизонтальной клети линейная скорость иМ полосы становится равной горизонтальной составляющей иа линейной скорости иГ (при— ^ , Это МВ
нимают = иВ). Это обес
Рис.
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.