Технология приборостроения
Сагателян Г.Р., доктор технических наук, профессор Новоселов К.Л., аспирант Шишлов А.В., аспирант Щукин С.А., аспирант (Московский государственный технический университет им. Н.Э. Баумана)
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ МАЯТНИКОВОГО АКСЕЛЕРОМЕТРА
Рассмотрены вопросы технологического обеспечения показателей качества пластин маятниковых акселерометров. Предложено применение двухсторонней доводки связанным абразивом в сочетании с плазмохимическим травлением кварца через маску, формируемую методами тонкопленочной технологии.
Ключевые слова: Маятниковый акселерометр, кварцевая пластина, доводка, плазмохимическое травление, ионно-плазменное напыление, магнетронное распыление.
THE ENHANCEMENT OF TECHNOLOGY OF MAKING THE PLATE OF A PENDULOUSE ACCELEROMETER
The issues of technological maintenance of indicators of the quality of the plates of pendulous acceler-ometers are considered. Application of two-side lapping with bounded abrasive in conjunction with the plasma-chemical etching of quartz through the mask, formed by means of thin-film technology is suggested.
Keywords: pendulous accelerometer, quartz plate, lapping, plasma-chemical etching, plasma evaporation, magnetron sputtering.
Введение
Акселерометрами называют датчики линейных ускорений, которые измеряют кажущееся ускорение движущегося объекта на основе преобразования ускорения в электрический сигнал. В современных системах инерциальной навигации акселерометры применяют в качестве основных датчиков, измеряющих ускорения перемещений центра масс объекта, а также в качестве индикаторов плоскости горизонта систем горизонтирования гиростабилизируемых платформ [1].
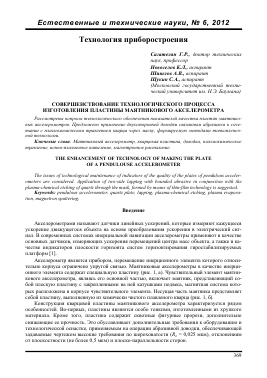
Акселерометр является прибором, перемещение инерционного элемента которого относительно корпуса ограничено упругой связью. Маятниковые акселерометры в качестве инерционного элемента содержат специальную пластину (рис. 1, а). Чувствительный элемент маятникового акселерометра, являясь его основной частью, включает маятник, представляющий собой плоскую пластину с закрепленными на ней катушками подвеса, магнитная система которых расположена в корпусе чувствительного элемента. Несущая часть маятника представляет собой пластину, выполненную из химически чистого плавленого кварца (рис. 1, б).
Конструкция кварцевой пластины маятникового акселерометра характеризуется рядом особенностей. Во-первых, пластины являются особо тонкими, изготовленными из хрупкого материала. Кроме того, пластина содержит сквозные фигурные прорези, дополнительно снижающие ее прочность. Это обуславливает дополнительные требования к оборудованию и технологической оснастке, применяемым на операции абразивной доводки, обеспечивающей задаваемые чертежом высокие требования по шероховатости (Rz = 0,025 мкм), отклонениям от плоскостности (не более 0,5 мкм) и плоско-параллельности сторон.
б
Рис. 1. Конструктивное устройство маятникового акселерометра (а) и его пластины (б): 1, 3 - корпуса; 2 - кольцо; 4 - пластина; 5, 6 - крышки; 7 - втулка, 8 - магнит; 9 - полюсный наконечник; 10, 11 - катушки
а
Во-вторых, конструкция пластины предусматривает наличие локальных выступов-столбиков высотой 30 мкм. Наиболее эффективным технологическим способом формирования таких столбиков является плазмохимическое травление плавленного кварца через маску, напыленную по тонкопленочной технологии. Это, в свою очередь, обуславливает необходимость разработки технологии нанесения материала маски, обладающего наивысшей селективностью плазмохимического травления относительно материала пластины - кварца, а также разработки собственно технологии плазмохимического травления кварца на глубину 30 мкм.
Обеспечение точности формы пластины методом доводки
Доводку и полирование кварцевой пластины производят в сепараторе на двухстороннем доводочном станке эксцентрикового типа [2]. На рис. 2 представлена схема для расчета ожидаемой формы износа рабочей поверхности притира. Предполагается, что точность формы доведенной детали определяется точностями формы (отклонениями от плоскостности) рабочих поверхностей притиров. Необходимо аналитически определять геометрические параметры и кинематические факторы операции доводки, обеспечивающие минимальность отклонений от плоскостности рабочих поверхностей притиров в процессе доводки.
Рис. 2. Схема для расчета ожидаемой формы износа притира: а - начальное положение; б - текущее положение
Свяжем с притиром, сепаратором и деталью системы координат XOY, xoy и xQn соответственно. Доводке детали соответствует одновременное вращение систем координат: притира - вокруг точки O, сепаратора - вокруг точки o и детали - вокруг точки Q . В начальный момент оси OX, ox и Qx расположены горизонтально. В текущем положении процесса доводки притир повернулся на угол а, сепаратор - на угол в, а деталь в гнезде сепаратора - на угол у. Тогда положение любой точки A обрабатываемой поверхности детали в системе координат притира может быть записано в параметрическом виде как:
XA = - Oocosa + cosó + xA cose - nA cos#; YA =- Oo sina + sin£ + xA sine + nA sin#.
Из построений на рис. 2 видно, что
8 = а - в; £ = а - у; в = П - (а - у).
Введя обозначения: Оо = е - эксцентриситет между осями вращения притира и сепаратора; хо = I - радиус, на котором расположены центры деталей в сепараторе, а также приняв прямо пропорциональную взаимосвязь между углами а, в, у, т.е предположив, что
в = кха; у = к2а ,
где к\ и к2 - коэффициенты пропорциональности, получаем формулы для расчета:
ХА = - eсова +1СОБ[(1 - Ь1)] + Ха СОБ[(1 - К)] - пА СОБ YA = - e ъта + l Бт[(1 - Ь1 )а] + ха вт[(1 - Ь2 )] + пА бШ
п-(1 - ^
и
- - (1 - Ь2 )а
(1)
Принцип расчета ожидаемой формы износа притира заключаются в следующем. Предполагается, что износ рабочей поверхности притира происходит вследствие микроцарапиния ее множеством виртуальных микрорезцов, которыми заменяется вся обрабатываемая поверхность детали. Объем изношенного материала притира соответствует суммарному объему всех микроцарапин, а форма износа определяется неравномерностью распределения этого объема по поверхности. С учетом симметричности задачи предполагается, что линейный износ в некоторой кольцевой зоне притира равен частному от деления суммарного объема микроцарапин в пределах этой зоны на ее площадь. Предполагается также, что суммарный объем царапин пропорционален их суммарной длине.
Последовательность расчёта следующая. В начале итеративного процесса задают элементарное приращение ёа углу поворота притира а. При этом, на основе дифференцирования выражения (1), имеют элементарные приращения ёХА(а, ёа) и ёУА(а, ёа), рассчитав которые, определяют элементарное перемещение (элементарную длину микроцарапины) ёЬ как
ёь = у1(сХА + ёУА) . Полученные величины ёЬ накапливают в виде сумм в пределах выделяемых на рабочей поверхности притира кольцевых зон, выбрав зону, в которой производится
суммирование, на основании расчета модуля радиус-вектора р = ^((ХА + ), характеризующего расстояние от точки А до центра притира.
Разбив всю обрабатываемую поверхность детали на элементарные площадки, перебирают все центры этих элементарных площадок как рассматриваемые точки А с вычислением элементарных длин ёЬ и их суммированием в пределах соответствующих кольцевых зон притира. Далее углу поворота притира а задают новое приращение ёа и цикл вычислений повторяют. В итоге, расчетной формой износа рабочей поверхности притира является эпюра, представляющая собой зависимость от радиуса притира величины, получаемой при делении сумм элементарных перемещений ёЬ, накопленных в пределах каждой из выделенных коль -цевых зон, на площадь этой кольцевой зоны.
Описанная процедура компьютерного моделирования формы износа рабочей поверхности притира позволяет для каждого типоразмера деталей оптимизировать размеры притира, т.е. выбирать его наилучшие внутренний и наружный диаметры. Кроме того, появляется возможность для притиров с оптимальными размерами рабочей поверхности добиваться дополнительной равномерности изнашивания за счет варьирования износостойкостью притира в различных кольцевых зонах - в зонах повышенного расчетного износа применять материал инструмента повышенной износостойкости. При этом в качестве материала притира применяется пористый алмазный композит на органической связке [3].
Обеспечение равномерной толщины тонкопленочных покрытий
Схема вакуумной установки представлена на рис. 3. Покрытие на деталь наносят с двух одинаковых магнетронов, расположенных симметрично относительно вертикальной (сагиттальной) плоскости.
Рис. 3. Схема вакуумной установки мод. итСОЛТ 600+: 1 - камера; 2 - дверь камеры;
3 - магнетрон; 4 - водило карусели; 5 - сателлит планетарного механизма;
6 - напыляемая деталь
Свяжем с водилом карусели вакуумной установки систему координат ХОУ, которая совершает вращательное движение с частотой пв вокруг точки О (рис. 4, а). С сателлитом планетарного механизма свяжем систему координат хоу, совершающую вращательное движение с частотой пс вокруг точки о. Деталь располагается параллельно оси ох на расстоянии у0 от нее. Распыляемая поверхность магнетрона расположена под углом В к фронтальной плоско -сти на расстоянии D от оси вращения карусели. С источником распыления напыляемого материала, расположенным в точке О, свяжем систему координат хОп Эта точка располагается на расстоянии хО от оси симметрии вакуумной камеры вдоль оси Ох, соответствующей плоскости мишени.
Предполагаем, что в произвольной точке А поверхности детали толщина покрытия определяется величиной
h
% = К—^ соБфсоБе Р
(2)
где: К - коэффициент пропорциональности; Нт - максимум диаграммы направленности распыления; ф - угол направленности, соответствующий рассматриваемой точке А; 8 - угол падения для точки А.
В начальном положении оси ОХ и ох параллельны фронтальной плоскости. В этом положении напыляемая поверхность детали также параллельна фронтальной плоскости.
Рис. 4. Схема для расчета распределения толщины покрытия по напыляемой поверхности детали: а - начальное положение; б - текущее
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.