УДК 669.18:621.746.5.047
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ РАФИНИРОВАНИЯ СТАЛИ В ПРОМЕЖУТОЧНОМ КОВШЕ МНЛЗ С ЦЕЛЬЮ УЛУЧШЕНИЯ КАЧЕСТВА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ И ТОЛСТОЛИСТОВОГО ПРОКАТА
© Исаев Олег Борисович, канд. техн. наук
ОАО «МК «Азовсталь». Украина, 85000, Донецкая обл., г. Мариуполь, ул. Лепорского, 1. Тел.: + 0380 (62) 946 76 55, e-mail: Isayev-ob@azovstal.com.ua
Разработана комплексная технология производства непрерывнолитых слябов, предназначенных для изготовления толстолистового проката ответственного назначения. С целью снижения содержания неметаллических включений в непрерывнолитой заготовке предусмотрено применение специальных фильтрационных элементов, устанавливаемых во внутренних перегородках промежуточного ковша. Для удаления неметаллических включений размером 20 мкм и менее разработана и установлена в днище промежуточного ковша керамическая канальная фурма для продувки стали аргоном. Металлографические исследования подтверждают эффективность разработанной технологии при производстве толстых листов из высокопрочных сталей.
Ключевые слова: промежуточный ковш; неметаллические включения; рафинирование; фильтрационные элементы.
Complex technology of production of continuous casted slabs for production of superduty plates is elaborated. Use of special filter elements installed in internal partitions of tandish is foreseen for decrease of nonmetallic inclusions content in continuous casting. Ceramic canal lance for blowing of steel by argon is elaborated and installed in bottom of tandish for removal of nonmetallic inclusions with size of 20 |im. Metallographic tests endorses effectiveness of elaborated technology in production of plates from high-strength steels. Key words: tandish; nonmetallic inclusions: refining; filter elements.
В последнее десятилетие существенно ужесточились требования к листовому прокату по сплошности, определяемой ультразвуковым контролем (УЗК). Потребителям металла, предназначенного для нефтега-зопроводных труб высокого давления и конструкций ответственного назначения, необходим прокат, соответствующий по сплошности нормам стандартов SEL 072, BS 5996, ASTM A435, ГОСТ 22727 и др. Постоянно повышаются требования по суммарному количеству и максимальным размерам неметаллических включений (НВ), по механическим свойствам проката в Z-направлении. Разработка и внедрение технологических мероприятий, направленных на уменьшение содержания НВ, способствуют улучшению комплекса механических (пластических и вязкостных) свойств проката и уменьшению отсортировки высококачественных низколегированных сталей по внутренним дефектам.
В конвертерном цехе комбината «Азовсталь» в эксплуатации находятся четыре двухручьевые слябо-вые машины непрерывного литья заготовок (МНЛЗ), из которых три - криволинейного типа и одна - с вертикальным участком. Условия всплывания НВ из расплава в покровный шлак в кристаллизаторе криволинейной МНЛЗ существенно затруднены по сравнению с МНЛЗ с вертикальным участком. Недопущение попадания НВ в расплав, находящийся в кристаллизаторе, требует ряда дополнительных технологических ре-§ шений.
о
7 Наличие НВ в непрерывнолитой стали в основном
^ обусловлено двумя причинами:
- физико-химическими процессами, протекаю-
| щими в жидкой стали во время ее выплавки, раскисле-
< ния и разливки, приводящими к образованию алюмо-
s силикатов, нитридов, сульфидов и т.д.;
- размыванием футеровки сталеразливочных и промежуточных ковшей, вследствие чего происходит попадание ее составляющих (алюмосиликатные, магнезитохромитовые и шпинельные кристаллические твердые частицы) в жидкую сталь.
В данной статье рассмотрены результаты исследований, проведенных в ОАО «МК «Азовсталь» по разработке и внедрению в поточное производство комплексной технологии удаления НВ из расплава стали в промежуточном ковше криволинейных МНЛЗ.
Высокая эффективность многих технологических операций, связанных с рафинированием металла, достигается при температуре, близкой к температуре начала кристаллизации. Важнейшим агрегатом для проведения такого рода операций является промежуточный ковш МНЛЗ, так как в нем протекают процессы, завершающие этап внепечной обработки металла.
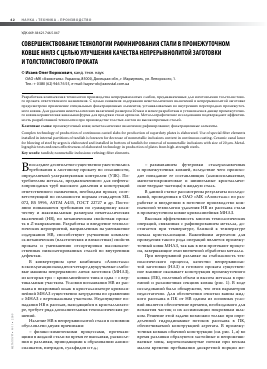
При непрерывной разливке на стабильность технологического процесса, качество непрерывноли-той заготовки (НЛЗ) и готового проката существенное влияние оказывает конструкция промежуточного ковша (ПК), полезный объем и высота металла в приемной и разливочных секциях ковша (рис. 1). В ходе исследований было обнаружено, что этих параметров недостаточно. Для обеспечения очистки ванны жидкого расплава в ПК от НВ одним из основных условий является обеспечение времени, необходимого для всплытия частиц и их ассимиляции покровным шлаком. Решение этой задачи возможно только при определенной гидродинамике потоков расплава в ПК, обеспечиваемой конструкцией агрегата. В промежуточных ковшах обычной конструкции (см. рис. 1, а) во время разливки образуются застойные и непромеши-ваемые зоны, короткозамкнутые потоки при весьма малом времени пребывания дискретной порции ме-
^ 7
11 8
Рис. 1. Варианты конструкции промежуточного ковша:
1 - теплоизолирующая смесь; 2 - расплав металла; 3 - футеровка промежуточного ковша; 4 - фильтрационные
элементы; 5 - фильтрационная перегородка; 6 - донная керамическая канальная фурма для продувки стали аргоном;
7 - слой засыпки, ассимилирующей неметаллические включения; 8 - рафинировочная камера; 9 - слой усовершенствованной ассимилирующей засыпки; 10 - торкрет-покрытие рабочего слоя; 11 - направление потока стали
талла в ковше. Для решения этой задачи была изменена конструкция ПК, в результате чего осуществлено разделение двумя перегородками с переточными каналами нижней части ковша на три секции - приемную и две разливочные. Использование таких перегородок позволило увеличить время пребывания металла в ковше в 2,0-2,5 раза и довести его пребывание в приемной секции до 12-17 с и в разливочной -до 35-40 с [1, 2].
На следующем этапе работ по совершенствованию процесса рафинирования металла в ванне ПК изменили конструкцию перегородки с целью создания вынужденных «затопленных» струй металла в направлении, совпадающем с направлением всплытия частиц [3].
Для перетока металла из приемной в разливочные секции были спроектированы, опробованы на физических гидравлических (водных) моделях и изготовлены специальные гидромеханические фильтрационные элементы с каналами различных конфигураций и направлений, устанавливаемые на нескольких горизонтах перегородок ковша. Схема установки фильтрационных элементов была выбрана таким образом, чтобы скопления включений не могли попасть в зону захвата скоростными потоками над стаканом-дозатором, а были направлены с помощью «затопленных» струй к поверхности жидкого металла (см. рис. 1, б). В процессе перетока стали через каналы за счет снижения скорости струи на стенках каналов происходит отложение НВ. При анализе химико-минералогического состава таких отложений обнаружено значительное содержание А1203, что свидетельствует о высокой адгезионной способности материала фильтрационных элементов, в особенности к глинозему - основному фактору загрязнения металла неметаллическими включениями. Типичный химический состав отложений приведен ниже (массовая доля компонента, %): А1203 - 52-80; Ре203 - 9-27; СаО - 4,5-8,0; МдО - 1,5-5,0; МпО - 0,5-3,5; БЮ2 - 1,5-8,0.
Отложения НВ приводят к постепенному уменьшению сечения переточного канала до критического значения [3], определенного по результатам гидравлического моделирования. В результате сужения переточного сечения создается избыточное давление столба металла со стороны приемной камеры, которое вызывает отрыв включений от поверхности огнеупорного фильтрационного элемента и всплытие включений в разливочной камере ковша к поверхности металла. При наведении на поверхности жидкой ванны специально разработанного жидкотекучего шлака повышенной насыпной плотности, с высокой способностью к поглощению глиноземных включений, происходит ассимиляция алюмосодержащих оксидов.
Степень загрязненности стали НВ оценивали путем отбора проб металла из кристаллизатора и изучения макротемплетов сляба. Количество строчечных и точечных оксидов, хрупких и недеформированных силикатов, а также сульфидов по сравнению с традиционной технологией разливки стали через ПК (без разделения его внутренней полости на камеры) уменьшилось в 1,5-2,0 раза согласно оценке, проведенной по методике [4, 5].
Было показано, что применение технологии разливки стали с использованием промежуточных ковшей, оснащенных перегородками с гидравлическими фильтрационными элементами, позволяет наиболее полно удалять включения размерами 20 мкм и более. Удаление включений меньших размеров, доля которых в общем балансе составляет свыше 50%, возможно лишь при создании дополнительной подъемной силы, что было достигнуто за счет разработки и внедрения устройства газовой завесы в ванне ПК, с помощью разработанных донных фурм специальной конструкции [6].
а
4
5
б
9
в
Рис. 2. Загрязненность металла неметаллическими включениями при использовании ковшей различной конструкции: вариант 1 - ковш обычной конструкции;
вариант 2 - ковш с фильтрационными элементами в перегородках; вариант 3 - ковш с фильтрационными элементами, донной продувкой и торкрет-покрытием
Для обеспечения необходимой длительности кампании ПК решающим фактором стал материал фурмы. Стойкость огнеупора к эрозионно-коррозионному воздействию металла определяется степенью пропитки огнеупора расплавом и его химическим взаимодействием с расплавом. В качестве наиболее подходящего материала был выбран муллитокорунд. Кроме того, были разработаны конструктивные параметры фурмы - суммарная площадь газовыделяющей поверхности, количество и диаметр газовых каналов, определено место установки фурмы в днище разливочной камеры ПК, рассчитаны расход и давление нейтрального газа (аргона) [7].
При выборе места установки фурм необходимо было соблюсти два условия: максимальная удаленность фурмы, во-первых, от перегородки с фильтрационными элементами из-за большой
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.