Управление и контроль качества изделий
электронной техники
УДК 681.321.658.562
УПРАВЛЕНИЕ И КОНТРОЛЬ КАЧЕСТВА ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ. СЕМЬ ОСНОВНЫХ ИНСТРУМЕНТОВ СИСТЕМНОГО АНАЛИЗА ПРИ УПРАВЛЕНИИ КАЧЕСТВОМ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ
А. И. Власов, В. В. Маркелов, Д. Е. Зотьева
Проанализированы возможности методов системного анализа при управлении качеством изделий электронной техники. Приведена классификация инструментов системного анализа. Даны рекомендации по применению отдельных инструментов управления качеством на различных этапах жизненного цикла изделий электронной техники. Основное внимание уделено методам статистического контроля качества электронной аппаратуры.
Ключевые слова: входной контроль, управление качеством, электронная аппаратура.
ВВЕДЕНИЕ
В настоящее время уже очевидно, что конкурентоспособность любого предприятия, независимо от формы его собственности и размеров, зависит в первую очередь от качества его продукции. Контроль и управление качеством необходимо осуществлять на всех этапах жизненного цикла изделия. Только в этом случае будет достигнута главная цель — коренное улучшение качества продукции выпускаемой предприятием и удовлетворенность потребителей этим качеством [1—3].
При анализе показателей качества применение системного подхода позволяет принять во внимание факторы различного характера, выделить из них те, которые оказывают основное влияние с точки зрения имеющихся общесистемных целей и критериев, и найти пути и методы эффективного воздействия на них. В качестве базовых положений системного подхода можно выделить такие понятия, как системы, подчиненности целей и критериев и т. д.
Системный подход позволяет рассматривать анализ и синтез различных по своей природе и сложности объектов с единой точки зрения, оперируя при этом основными характеристиками функционирования системы и учитывая наиболее существенные для всей системы показатели
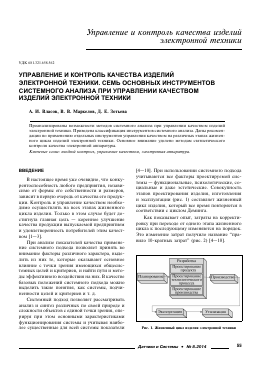
[4—10]. При использовании системного подхода учитываются все факторы проектируемой системы — функциональные, психологические, социальные и даже эстетические. Совокупность этапов проектирования изделия, изготовления и эксплуатации (рис. 1) составляет жизненный цикл изделия, который все время повторяется в соответствии с циклом Деминга.
Как показывает опыт, затраты на корректировку при переходе от одного этапа жизненного цикла к последующему изменяются на порядок. Это изменение затрат получило название "правило 10-кратных затрат" (рис. 2) [4—10].
Разработка \
Проектирование продукта
Планирование Проектирование технологического процесса Производство ^г
X к X X
Проектирование производства
\ \
□
Эксплуатация
Утилизация
Рис. 1. Жизненный цикл изделия электронной техники
Относительные затраты
Планиро- Разра- Произ- Эксплу-вание ботка водство атация
Рис. 2. Правило 10-кратных затрат
Процесс производства начинается с входного контроля качества материалов и комплектующих изделий. Внедрение статистических методов контроля на этапе входного контроля на производстве позволит снизить затраты на все последующие контрольные мероприятия, что отразится на себестоимости конечной продукции и даст следующие улучшения [3—5]:
— повышение качества закупаемого сырья и комплектующих изделий;
— экономию сырья и рабочей силы;
— повышение качества производимой продукции;
— снижение количества брака;
— снижение затрат на проведение контроля;
— улучшение взаимосвязи между производством и потребителем.
Основные цели и задачи исследований можно сформулировать следующим образом: исследование и анализ существующих статистических методов контроля качества, инструментов контроля качества и формулирование рекомендаций по выбору решений по применению инструментов контроля качества.
Для достижения поставленных целей в работе приведена классификация видов и методов статистического контроля, проведен сравнительный анализ сплошного и выборочного контроля и контроля по количественному и качественному признаку. Даны рекомендации по применению семи основных инструментов системного
анализа при управлении качеством изделий электронной техники (ИЭТ).
Чем раньше будут скорректированы закладываемые в продукт параметры качества, тем меньше времени и средств потребуется для получения конечного продукта с заданными параметрами качества. С другой стороны, чем на более позднем этапе жизненного цикла продукта будет проведена корректировка параметров качества, тем больше средств это потребует.
СТАТИСТИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА ЭС НА РАЗЛИЧНЫХ ЭТАПАХ ЖИЗНЕДЕЯТЕЛЬНОСТИ ИЭТ
Виды статистического контроля
В общем случае статистический контроль — это процесс установления соответствия между состоянием объекта и заданными на него нормами с использованием статистических инструментов [2—10]. Контролем охватываются все этапы производства электронных средств (ЭС). В зависимости от стадии "жизни" изделия (производство, хранение, эксплуатация) различают производственный контроль и эксплуатационный.
Производственный контроль — статистический контроль, осуществляемый на стадии производства. Он охватывает, как правило, все вспомогательные, подготовительные и технологические операции. В зависимости от места в цепи технологического процесса производственный контроль подразделяют на входной, операционный и приемочный.
Входной контроль — это контроль продукции поставщика, поступившей к потребителю или заказчику и предназначенной для использования при изготовлении, ремонте или эксплуатации ЭС. Поступающие в производство материалы, полуфабрикаты, комплектующие изделия подвергаются входному контролю на их соответствие требованиям технической документации (ТУ, чертеж на изделие).
Операционный контроль включает в себя контроль продукции после завершения какой-либо операции.
Приемочный контроль предусматривает контроль готовой продукции по окончании всех технологических операций.
Эксплуатационный контроль, т. е. статистический контроль, осуществляемый на стадии эксплуатации продукции, охватывает эксплуатируемые ЭС.
56 - вепвогв & Sysfeшs • № 8.2014
Статистический контроль в основном базируется на определении фактических значений параметров качества и сравнении их с запланированными в соответствии с разработанной нормативно-технической документацией (НТД). Поэтому такой контроль качества часто называют параметрическим контролем.
Кроме того, при приемочном и операционном контроле качества ЭС на конечных операциях их изготовления, а также при эксплуатационном контроле ЭС, как правило, производится их контроль на качество функционирования в соответствии с их дальнейшим назначением. Этот вид контроля ЭС называют функциональным.
Перечисленные виды контроля могут быть сплошными (100 %) или выборочными.
Сплошной контроль предусматривает проверку каждой единицы продукции.
При выборочном контроле подвергаются проверке выборки, производимые из больших партий изделий.
К сфере деятельности технолога в большей степени относится статистический контроль технологического процесса производства ЭС, осуществляемый в основном методами математической статистики, основная цель применения которых — своевременное определение систематических ошибок технологического процесса (ТО) и сведение их к минимуму.
Математический аппарат операционного контроля ТП основан на предположении, что контролируемые параметры подчиняются закону распределения Гаусса.
Операционный контроль позволяет определять степень стабильности ТП и создавать научно обоснованную спецификацию изделий.
Операционный контроль процесса производства основывается, как правило, на выборочном методе, применение которого дает возможность судить о характеристиках генеральной совокупности по отобранной (выборочной) совокупности.
При использовании выборочного метода наиболее существенно то, что каждый образец партии, из которой берется выборка, имеет равную вероятность попасть в выборку. Выборка, отвечающая этому условию, считается репрезентативной, т. е. обладающей статистическими свойствами, характерными для всей рассматриваемой совокупности.
Ошибка репрезентативной выборки представляет собой разность между характеристиками выборочной и генеральной совокупностей.
При таком объективном подходе к отбору единиц ни одна из них не обладает преимуществом попасть в отбираемую совокупность, а характеристики выборочной совокупности при увеличении объема выборки стремятся к характеристикам генеральной совокупности.
По результатам статистического контроля принимается решение о соответствии контролируемого параметра качества требованиям нормативно-технической документации.
Степень пригодности изделий к дальнейшему использованию можно определять, произведя контроль по количественному признаку, т. е. регистрируя точные числовые значения измеряемых параметров, определяющих качество. Если по результатам измерений можно отметить лишь категории, к которым принадлежит контролируемое изделие, то такой контроль называют контролем по качественному признаку. В том случае, когда производят разбиение продукции по результатам контроля на годную и негодную, контроль называют контролем по альтернативному признаку. Контроль по альтернативному признаку является частным случаем контроля по качественному признаку. Если выборки для контроля изымаются из потока изделий в случайное время, то такой контроль называют летучим.
Для оценок контролируемых параметров качества выбирают точечную (как правило, среднее арифметическое отклонение выборки) и интервальную оценки контролируемых параметров.
Технический контроль качества
Качество любого изделия — это совокупность его свойств, обуславливающая возможность его применения, удовлетворяющая определенным требованиям потребителя. Параметры объекта, характеризующие его качество, называют параметрами качества. Качество изделия, являясь его свойством, закладывается в изделие в процессе его проектирования и изготовления, а оценивается в процессе его эксплуатации. Однако обеспечение планируемого качества и соответствующая ему корректировка параметров качества на этапах проектирования и изготовления изделия требу
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.