ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ И НАДЕЖНОСТИ МАШИН
№ 4, 2015
НОВЫЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ
УДК 621.315.55:621.771
© 2015 г. Столяров В.В.
УПРОЧНЕНИЕ И СТРУКТУРНОЕ ИЗМЕЛЬЧЕНИЕ КОМПОЗИЦИОННОГО СВЕРХПРОВОДНИКА Cu-TiNb ПРИ ПРОКАТКЕ С ТОКОМ
Федеральное государственное бюджетное учреждение науки Институт машиноведения им. А.А. Благонравова, г. Москва
Исследована возможность применения импульсного тока при холодной прокатке для получения одножильного и многожильного композиционного сверхпроводников на основе сплава NbTi. Обнаружено, что в процессе обработки сверхпроводник заметно упрочняется. Показано, что повышение прочности и твердости сверхпроводника вызвано не только деформационным упрочнением, но и дисперсионным твердением, обусловленным током. Установлено, что в процессе деформации с импульсным током в сплаве формируется структура, состоящая из наноразмерных зерен матричной фазы и выделений наночастиц a-Ti.
Известно, что технические низкотемпературные сверхпроводники на основе сплава NbTi до сих пор являются наиболее широко используемым материалом в производстве сверхпроводящих магнитных систем для научного и промышленного назначения, включая медицинские диагностические ядерные магнитно-резонансные томографы, магнитные сепараторы и термоядерный реактор ITER [1, 2].
Сверхпроводник из сплава NbTi традиционно изготавливается путем сборки многоволоконной заготовки из одножильных проводов и дальнейшей термомеханической обработки, включающей многоцикловую холодную деформацию и низкотемпературное старение между циклами [3]. Стандартная технологическая схема производства является многостадийной с большими деформациями, энерго- и трудоемкой и продолжительной во времени. При этом в процессе изготовления в сверхпроводнике должна сформироваться наноструктура с заданным распределением выделений проводящей фазы размером 3—10 нм в сверхпроводящей матрице, за счет чего достигается высокая плотность критического тока, необходимая для получения сверхпроводимости в проводах [4, 5].
В работах [6—8] было показано, что совмещение деформации с введением импульсного тока для различного вида материалов приводит к снижению напряжений течения, измельчению микроструктуры, а также повышает деформируемость, микротвердость и другие механические характеристики материала. Предполагается, что эти эффекты связаны с взаимодействием электронов проводимости с дефектами
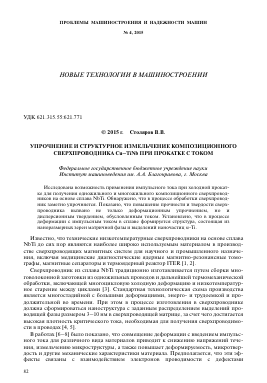
Рис. 1. Макроструктура поперечного сечения многоволоконного прутка (а) и вид образца для растяжения (б)
кристаллической решетки при деформации материалов. Влияние импульсного тока на скачки напряжений при растяжении в технически чистом титане ВТ1-0 и титановом сплаве Ti49 3Ni507 показано в работе [6]. В статьях [7, 8] демонстрируется, что эффект тока является структурно-чувствительным свойством, зависящим от дисперсности структуры и режимов тока. Большая часть опубликованных работ связана с исследованием влияния импульсного тока в таких материалах, как сталь, вольфрам, сплавы с эффектом памяти формы и др. За исключением работы, выполненной на одножильном сверхпроводнике [9], отсутствуют сведения по исследованию влияния тока при деформации в сверхпроводниковых материалах. Особенно актуальными для подобного изучения являются современные многожильные сверхпроводниковые композиты на основе сплава NbTi. Одножильные провода являются только основой для создания многоволоконного конечного сверхпроводника, поэтому в настоящей статье исследуются как многожильные, так и одножильные заготовки. Поскольку критические параметры сверхпроводимости связаны с особенностями структуры, то их повышение может быть достигнуто за счет оптимизации условий деформации и режимов тока. Целью работы является исследование особенностей деформации с импульсным током и возможности ее применения для получения сверхпроводящей проволоки из многожильного композита Cu-Nb-NbTi.
Методика проведения исследований. Исследования проводили на сплаве Nb-47вec. %Ti в форме образцов длиной 120 мм, механически вырезанных из прутков одножильного и многожильного сверхпроводника *09,5 мм и 06,1 мм соответственно. Прутки были изготовлены по технологии, разработанной ВНИИНМ им. А.А. Боч-вара. Внешний вид многожильного прутка и его поперечное сечение показаны на рис. 1. Конструкция многожильного сверхпроводника представлена в [10]. Исходные прутки обоих видов перед прокаткой находились в отожженном при температуре 380° в течение 1 часа состоянии. Многоступенчатую прокатку с током проводили при комнатной температуре с постоянной скоростью 50 мм/с в ручьевых калибрах в форме многогранника размером от 1 до 7 мм при регулируемом разовом обжатии по диаметру 50 и 100 мкм. Плотность тока j варьировали в интервале 25—100 А/мм2, а длительность импульса составляла т = 120 ■ 10-6 с.
Прокатку с током многоволоконного прутка осуществляли по схеме 06,1 ^ 04,7 ^ ^ 02,9 ^ 01 мм, что позволило на размере 03 мм выполнить структурные исследования методом оптической микроскопии (ОМ) и просвечивающей электронной микроскопии (ПЭМ). Фольги для ПЭМ были получены последовательным применением операций шлифовки, полировки, электролитического и ионного утонения. Максимальная истинная деформация е = lnd^/d^ (d0, dк — диаметр прутка до и после прокатки) одно- и многоволоконного сверхпроводника при прокатке до 1 мм составляла 4,5 и 3,6, соответственно. Деформационная схема прокатки одноволоконного прутка описана в [9].
Таблица 1
Сверхпроводник Плотность тока, А/мм2 Деформация e Hv, МПа до отжига Hv, МПа после отжига
0 0 1560 2350
Одножильный 0,8 1650 2300
100 0,8 2,2 2000 2100 3000
0,0 2370
0 1,5 3000
3,1 3460
Многожильный 3,6 3450/4100
25 50 100 3,6 3450/4200 3650/4650 3870/4300
Примечание. В знаменателе даны значения нанотвердости.
Микротвердость в одноволоконном и многоволоконном сверхпроводниках измеряли на приборе ПМТ-3М при нагрузке 1 и 0,1 Н, соответственно. В связи с малым диаметром волокон твердость также измеряли методом наноиндентирования на приборе NHT(CSM Instruments) при нагрузке 1 мН. Статические испытания на растяжение проводились при комнатной температуре на машине ИР 5081-20 со скоростью 0,5 мм/мин. Образцы с размерами рабочей части 03 х 20 мм вырезали из прутка со снятием наружного слоя меди (рис. 1, б). Структурные исследования методами ОМ и ПЭМ проводили на световом микроскопе Axiovert 40 МАТ и на микроскопе JEM-2100, соответственно.
Результаты исследований. Деформируемость и деформационное упрочнение. Сравнительный эксперимент показал, что при прокатке без тока и с током одножильный и многожильный прутки деформируются без микротрещин и разрушения, в обоих случаях материал без затруднений достигал деформации е = 3,61 и более. Однако введение тока при прокатке позволило увеличить степень обжатия при единичном проходе с 50 до 100 мкм, что свидетельствует о повышении деформируемости.
Измерение микротвердости в одножильном сверхпроводнике показало (табл. 1), что прокатка без тока и с током (j = 100 А/мм2) с увеличением деформации приводит к упрочнению. Интересно, что интенсивность деформационного упрочнения по сравнению с исходным состоянием при прокатке с током (47%) выше, чем при прокатке без тока (16%). Постдеформационный отжиг при 380°С—1 ч сплава, прокатанного без тока с е < 1, вызывает дополнительное упрочнение, которое с повышением деформации уменьшается и даже отсутствует при е = 4,5. Такой же отжиг сплава, прокатанного с током, способствует двукратному повышению микротвердости при увеличении деформации до е = 4,5. Таким образом, введение тока существенно повышает деформационное и термическое упрочнение сплава.
Деформационное упрочнение проявляется и в многожильном сверхпроводнике при прокатке без тока и с током, причем тем сильнее, чем выше плотность тока (табл. 1). Для сравнения интенсивности интегрального и локального упрочнения в многожильном сверхпроводнике в связи с малым диаметром волокон были выполнены измерения микро- и нанотвердости. Они показали, что абсолютные значения на-нотвердости много выше значений микротвердости (табл. 1).
Другой отличительной особенностью влияния тока при прокатке является наличие максимума нанотвердости при j = 50 А/мм2 на кривой 1 в отличие от кривой 2 (рис. 2, а).
т, МПа
480
440
400 360
I
320
100
ав, МПа
1000 950 900 850 800 750 320
100 /', А/мм2
Рис. 2. Влияние плотности тока при прокатке (е = 3,61) на твердость (а) и прочность (б) многожильного сверхпроводника: 1 — нанотвердость; 2 — микротвердость
Отметим, что аналогичный максимум отсутствует для зависимости микротвердости (кривая 1).
Механические свойства на растяжение. В табл. 2 представлены механические свойства для двух видов сверхпроводника, прокатанного без тока и с током. Видно, что прокатка прутков с током для каждого из видов сверхпроводника вызывает упрочнение и незначительное снижение относительного удлинения по сравнению с недефор-мированным состоянием. Однако величина упрочнения зависит от плотности тока при прокатке (рис. 2, б). При повышении плотности тока предел прочности многоволоконных сверхпроводников повышается, достигает максимума при ] = 50 А/мм2 и затем уменьшается практически до прочности соответствующей прокатке без тока. Отметим, что эти результаты коррелируют с результатами измерения нанотвердости, для которой также наблюдается максимум при той же плотности тока.
Макро- и микроструктура. На рис. 3 показана макроструктура многоволоконного сверхпроводника, подвергнутого прокатке с током. Видно, что с уменьшением диаметра прутка до 1 мм поперечный размер сверхпроводящих волокон уменьшается до 10 мкм, а межволоконное расстояние близко к 1 мкм, что соответствует техническим условиям [11]. Вместе с тем круглое сечение волокон трансформируется в неправильный ромб, соответствующий форме калибра.
На рис. 4 приведены светлопольное и темнопольное (в рефлексе а-И) изображения микроструктуры многоволоконного сверхпроводника, подвергнутого прокатке с е = 1,5 без тока (рис. 4, а) и с током (рис. 4, б, в). Видно, что в отсутствие тока (/' = 0) прокатка не приводит к измельчению структур
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.