^ ПРОЧНОСТЬ
И ПЛАСТИЧНОСТЬ
УДК 669.15-194.56:539.538
ВЛИЯНИЕ КАРБИДНОЙ ФАЗЫ НА ТРИБОЛОГИЧЕСКИЕ СВОЙСТВА ВЫСОКОМАРГАНЦОВИСТЫХ АНТИФЕРРОМАГНИТНЫХ АУСТЕНИТНЫХ СТАЛЕЙ, ЛЕГИРОВАННЫХ ВАНАДИЕМ И МОЛИБДЕНОМ
© 2011 г. Л. Г. Коршунов, И. И. Косицына, В. В. Сагарадзе, Н. Л. Черненко
Институт физики металлов УрО РАН, 620990 Екатеринбург, ул. С. Ковалевской, 18
Поступила в редакцию 09.12.2010 г.; в окончательном варианте — 01.02.2011 г.
Исследовано влияния специальных карбидов (\С, Ме6С, Мо2С) на сопротивление изнашиванию и коэффициент трения аустенитных стабильных (Ы& ниже — 196°С) антиферромагнитных (Тм = 40—60°С) сталей 80Г20Ф2, 80Г20М2 и 80Г20Ф2М2. С помощью металлографического и электронно-микроскопического методов исследована структура и эффективная прочность (микротвердость Нп, сопротивление сдвигу т) поверхностного слоя данных сталей. Показано, что присутствие в закаленных от 1150°С сталях 80Г20Ф2, 80Г20М2 и 80Г20Ф2М2 крупных частиц первичных специальных карбидов снижает эффективную прочность, сопротивление адгезионному и абразивному видам изнашивания данных материалов. Это обусловлено отрицательным влиянием карбидных частиц на вязкость сталей и уменьшением содержания углерода в аустените вследствие частичного связывания углерода в рассматриваемые карбиды. Старение закаленных сталей на максимальную твердость (650°С — 10 ч) оказывает существенное положительное влияние на параметры эффективной прочности (Нп, т) поверхностного слоя и, соответственно, на сопротивление сталей различным видам изнашивания (абразивное, адгезионное, при граничном трении). Наибольшее положительное влияние старения на износостойкость наблюдается при адгезионном изнашивании анализируемых сталей. При трении с повышенными скоростями скольжения (до 4 м/с) в условиях интенсивного (до 500—600°С) фрикционного нагрева стали 80Г20Ф2, 80Г20М2 и, особенно, сталь 80Г20Ф2М2, подвергнутые закалке и старению, намного превосходят по трибологическим свойствам сталь 110Г13 (Гадфильда). Это обусловлено наличием у исследуемых сталей благоприятного сочетания большой эффективной прочности и фрикционной теплостойкости поверхностного слоя, которые являются результатом присутствия в сталях большого количества специальных карбидов, а также высокой степени легированности матрицы сталей ванадием и молибденом. В процессе трения на поверхности изнашивания анализируемых сталей формируются нанокристаллические структуры аустенита, обладающие высокой эффективной прочностью и износостойкостью.
Ключевые слова: аустенитные стали, старение, карбидная фаза, нанокристаллические структуры трения, эффективная прочность поверхности, трибологические свойства.
ВВЕДЕНИЕ
Аустенитные стали обладают благоприятным комплексом таких практически важных физико-механических и служебных свойств, как значительная вязкость, пластичность, способность к интенсивному деформационному упрочнению, большая износостойкость (стали типа Гадфильда, метастабильные аустенитные стали), немагнитность и ряд др. [1, 2]. В то же время, данные материалы характеризуются низким уровнем твердости и предела текучести, что существенно ограничивает использование рассматриваемых сталей в качестве высокопрочного конструкционного материала для деталей машин, работающих в условиях действия значительных нагрузок. Эффективным способом повышения твердости, предела текучести, циклической прочности аустенитных сталей является старение, которое, однако, отрицательно влияет на пластичность и вязкость данных сталей [1]. Кроме того, старение в
общем случае оказывает неоднозначное влияние на износостойкость аустенитных сталей. Так, в результате старения, приводящего к значительному росту твердости легированных ванадием аустенитных сталей, их износостойкость может не увеличиваться или даже снижаться [2]. Причиной этого является рост хрупкости, а также снижение способности аустенита к деформационному упрочнению в процессе механического воздействия, что обусловлено выделением из у-твердого раствора при старении хрупких фаз (карбиды, нитриды, интерметаллиды), а также обеднением аустенита углеродом и другими легирующими элементами [2]. Показано, что большое влияние на износостойкость состаренных сталей оказывают тип и морфология частиц упрочняющих фаз [3]. Однако, данный весьма сложный вопрос в литературе освящен не достаточно полно и требует дальнейшего систематического изучения. Представленная работа посвящена исследованию
Таблица 1. Химический состав исследованных аустенитных сталей
№ Марка стали Содержание элементов, мас. %
С Мп Si Сг N1 Мо V А1
1 80Г20Ф2 0.75 19.70 <0.35 - - - 1.91 -
2 80Г20М2 0.75 19.75 <0.35 - - 1.90 - -
3 80Г20Ф2М2 0.78 19.30 0.95 - - 2.40 1.49 -
4 12Х18Н9 0.12 - 0.32 17.50 9.20 - - -
5 110Г13 1.13 13.39 <0.35 - - - - -
6 45Г17Ю3 0.46 17.50 <0.35 - - - - 3.10
7 80Г20 0.75 20.20 <0.35 - - - - -
влияния легирования ванадием и молибденом, а также старения на структуру, эффективную прочность и износостойкость поверхностного слоя высокомарганцовистых стабильных антиферромагнитных аустенитных сталей типа 80Г20.
МАТЕРИАЛЫ И МЕТОДИКА ИССЛЕДОВАНИЯ
Материалом исследования служили высокоуглеродистые (~0.8% С) аустенитные стали с примерно 20% марганца, дополнительно легированные 1.5— 2.4% ванадия и молибдена (табл. 1). Стали имели структуру стабильного аустенита (Мн ниже —196°С). Аустенит находился в магнитно-упорядоченном антиферромагнитном состоянии. Точка Нееля (7^) сталей, определенная дилатометрическим методом, в зависимости от режима термической обработки лежала в пределах значений 40—60°С. Параллельно с исследуемыми материалами (для сравнения) изучали используемые в технике аустенитные стали 12Х18Н9, 110Г13 и 45Г17Ю3, а также модельную стабильную антиферромагнитную (7М = 40°С) аустенитную сталь 80Г20. Стали №№ 3—7 выплавляли в индукционной печи на воздухе. Слитки сталей массой 20 кг гомогенизировали при 1100—1200°С в течение 4 ч и ковали в прутки сечением 10 х 10 мм. Прутки сталей 80Г20 и 45Г17Ю3 закаливали от 1100°С в воде, а сталей 80Г20Ф2, 80Г20М2 и 80Г20Ф2М2 - от 1150°С в воде. Сталь 110Г13 (Гад-фильда) выплавляли в вакууме, гомогенизировали при 1100°С в течении 4 ч и ковали в прутки сечением 10 х 10 мм. Прутки данной стали закаливали от 1100°С в воде. Прутки промышленной стали 12Х18Н9 закаливали от 1150°С в воде. После закалки стали № 1-3 содержали крупные карбидные частицы, а стали 4-7 были полностью аустенитными. После закалки от 1150°С часть образцов сталей 80Г20Ф2, 80Г20М2 и 80Г20Ф2М2 подвергали старению при температуре 650°С в течение 10 ч. Выбранный режим старения, согласно нашим исследованиям [4-6] и результатам других авторов [1, 7], обеспечивает достижение у сталей данного типа максимального уровня прочности. После старения
стали 80Г20Ф2 и 80Г20Ф2М2 имели следующие механические свойства: ст02 = 1400-1500 МПа; ств = = 1600-1800 МПа; 8 = 2-5%; у = 4-5%; ИЯС = = 48-51.
Из термообработанных прутков сталей изготавливали образцы, имеющие форму параллелепипеда и размеры 7 х 7 х 20 мм для трибологических испытаний и структурных исследований. Испытания на изнашивание осуществляли при возвратно-поступательном движении (скольжении) образцов сталей по контртелу. Площадь геометрического контакта образцов с контртелом составляла 0.49 см2. При испытании на абразивное изнашивание скольжение торцовой части образцов происходило по закрепленному абразиву - шлифовальной бумаге 14А16НМ (электрокорунд зернистостью 160 мкм) при нагрузке 49 Н и скорости скольжения 0.18 м/с. Путь трения составлял 17.6 м. Испытания выполняли при комнатной температуре в воздушной среде. Абразивную износостойкость материалов е определяли как отношение потери массы образца армко-железа (эталон) ДМэ к потере массы образца испытуемого материала ДМм: е = ДМэ/ДМм. Относительную абразивную износостойкость материалов устанавливали по результатам 2-4 параллельных испытаний. Удельную работу абразивного изнашивания сталей Ж, характеризующую энергоемкость разрушения поверхности материала, рассчитывали по формуле: Ж=/ЛЩр/ДМм, где/коэффициент трения; N - нормальная нагрузка, Н; S - путь трения, м; р - плотность материала образца, г/см3; ДМм - потери массы образца, г.
Испытания пар сталь-сталь в условиях трения скольжения проводили по схемам палец-пластина и палец-диск. Испытания по схеме палец (образец 7 х 7 х 20 мм) - пластина (сталь 45, НЯС = 50-52) выполняли при скорости скольжения 0.07 м/с. Путь трения составлял 80 м. Нормальная нагрузка при испытаниях в условиях сухого трения составляла 294 Н и 980 Н - в условиях трения со смазкой (использовали масло МС-20). При данной схеме испытаний температура в поверхностном слое образцов толщиной около 0.5 мм не превышала 40°С. Испытания сталей по схеме палец-диск проводили при трении
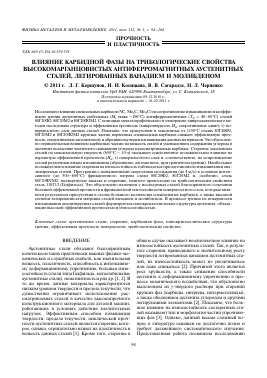
Рис. 1. Электронные микрофотографии структуры высокомарганцовистых аустенитных сталей после закалки от 1150° С: а - сталь 80Г20Ф2; б - сталь 80Г20М2; в - сталь 80Г20Ф2М2.
скольжения в воздушной среде без смазки со скоростями скольжения 0.05; 0.70; 1.70; 2.30 и 4.00 м/с. Нормальная нагрузка составляла 98 Н, удельная нагрузка — 2 МПа. Образцы имели размеры 7 х 7 х 20 мм. Геометрическая площадь контакта составляла ~0.49 см2. Диск из стали Х12М диаметром 140 мм, толщиной 15 мм имел твердость ИБС = 63. Увеличение скорости скольжения от 0.05 до 4.00 м/с приводило к росту температуры в поверхностном слое образца толщиной ~0.5 мм от 30—40 до 500—600°С. Интенсивность изнашивания 1Н пар трения сталь-сталь определяли по формуле: 1Н = ДМм/рSq, где ДМм - потери массы образца, г; р - плотность материала, г/см3; S - путь трения, см; q - геометрическая площадь контакта, см2. Перед испытаниями контактные поверхности образцов и контртел подвергали механическому шлифованию (Ra = 0.5 мкм). Очистку рабочих поверхностей осуществляли промыванием в ацетоне и обработкой порошком активированного угля. Структуру сталей до и после испытаний исследовали методами металлографии и просвечивающей электронной микроскопии. Средний размер карбидов, их число в единице объема вычисляли по результатам статистической обработки измерений карби
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.