В ПОРЯДКЕ ОБСУЖДЕНИЯ
УДК 669.247
ВЛИЯНИЕ МАССЫ ЖИДКОГО ОСТАТКА НА ЭКСПЛУАТАЦИОННЫЕ ПОКАЗАТЕЛИ ДСП
© Белковский Александр Георгиевич, канд. техн. наук, e-mail: belkovsky@yandex.ru; Кац Яков Львович, канд. техн. наук, e-mail: jlkatz@yandex.ru ОАО АХК «ВНИИМЕТМАШ» имени академика А.И.Целикова. Россия, Москва Статья поступила 31.07.2014 г.
Представлены результаты теоретического исследования влияния массы жидкого остатка на удельный расход электроэнергии и производительность дуговых сталеплавильных печей (ДСП). Количественно оценена плотность тепловых потоков при нагреве и расплавлении загружаемых непрерывно небольших порций лома вследствие вынужденной конвекции жидкого металла в «болоте» и завалке целиком за счет излучения дуг в рабочем пространстве печи. Выдвинута гипотеза, объясняющая наличие оптимальной массы жидкого остатка в ДСП с различными способами загрузки шихты.
Ключевые слова: дуговая сталеплавильная печь (ДСП); жидкий остаток («болото»); загрузка шихты в ДСП.
В свете недавней дискуссии между отечественными и зарубежными печестроителями, развернувшейся на страницах отечественных и зарубежных журналов [1, 2], представляется целесообразным более подробно рассмотреть теоретические вопросы влияния жидкого остатка (далее «болота») на эксплуатационные показатели ДСП. Тем более что за последние годы доля болота в номинальной вместимости традиционных ДСП, загружаемых сверху, выросла до 22%, а для печей Со^ее1 она достигает 53% от массы плавки [3], что, по словам владельцев технологии, является ключевым ее преимуществом [2]. Обосновано ли повышение массы болота на современных ДСП различных конструкций? Какова оптимальная масса болота в ДСП? В чем принципиальное отличие процессов нагрева лома при порционной (традиционной) и непрерывной загрузке лома? На все эти вопросы следовало бы получить обоснованные ответы.
Сначала влияние массы болота в печах с различными способами загрузки шихты исследовали на разработанной авторами детерминированной динамической математической модели процесса выплавки полупродукта в ДСП [4]. В качестве объекта моделирования выбрали ДСП-30 ГУП «ЛПЗ» (г. Ярцево) при следующих допущениях:
- моделируемая плавка произвольно расположена в середине очень длительной серии без внеплановых простоев между отдельными плавками;
- температура болота перед началом каждой моделируемой плавки одинаковая (вне зависимости от массы болота);
- температура выпуска металла во всех численных экспериментах одинаковая;
- требуемое содержание углерода и фосфора получают всегда раньше требуемой температуры, т.е. продолжительность плавки определяется временем достижения заданной температуры выпуска;
- при моделировании ДСП с непрерывной загрузкой лома скорость загрузки не лимитирует время плавки (она, по крайней мере, не меньше скорости плавления);
- точных данных по температуре предварительного нагрева лома в процессе Со^ее1 нет, поэтому температура лома в обоих случаях принята равной температуре окружающей среды.
Для упрощения процедуры расчета разработали следующую методику численного эксперимента ^ - текущее время плавки, мин):
t = 0 - в печи находится болото заданной температуры и состава, суммарное количество лома и материалов на всю плавку;
t = 0,1 - начало подачи электрической мощности, кислорода, природного газа с усредненной интенсивностью - имитация нагрева и расплавления шихты;
t = 10 - простой с открытым сводом (на время загрузок) и с закрытым сводом (на время выпуска) - имитация всех бестоковых пауз;
■
<
£
ср
>3
а
^
о; т 3
Я
т
20
10
- Электрическая мощность
- Природный газ
---Технологический кислород
Температура
2000
Время плавки, мин
Рис. 1. Энергетический режим и расчетное изменение температуры металла при моделировании плавки в ДСП с верхней загрузкой и долей болота 0,2 от номинальной вместимости печи
и
Е-
РС
600
Загрузка сверху Сош1ее1
а
си х
о: С
а н а
а; <
< о
X и я
а
х
<
си £
500
400
300
45
- 35
- 25
15
5
О
ср С
0 0,2 0,4 0,6 0,8
Доля болота от номинальной вместимости печи
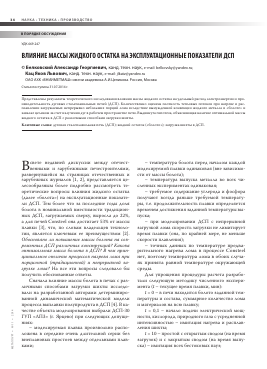
Рис. 2. Влияние доли болота на производительность и удельный расход электроэнергии в ДСП-30 (расчетные данные)
t = 10 + a (где а - время простоя) - продолжение нагрева с усредненными показателями (мощностью, интенсивностью кислородной продувки и вдувания природного газа) до достижения заданной температуры выпуска металла, принятой равной 1635 °С, - имитация периода доводки.
Период времени от t = 0 до достижения металлом температуры выпуска (1635 °С) - продолжительность плавки.
Долю болота в процессе моделирования изменяли от 0 до 0,8 от максимальной массы жидкого металла в печи (около 48,3 т). Энергетический режим и расчетное изменение температуры металла при моделировании одной из плавок представлены на рис. 1, результаты моделирования - на рис. 2.
Моделирование процесса Сош1ее1 отличалось от моделирования печи с верхней загрузкой только тем, что была сокращена продолжительность подготовительных операций за счет времени за-
грузок. Различие условий теплопередачи в рабочем пространстве печей не учитывали.
Согласно расчетам по разработанной модели, увеличение массы болота в ДСП приводит к увеличению расхода электроэнергии и снижению производительности агрегата вне зависимости от способа загрузки шихты (см. рис. 2). Два скачкообразных повышения производительности ДСП с традиционной загрузкой обусловлены изменением числа операций загрузки лома.
Действительно, производительность печи ^, т/ч) упрощенно можно представить в виде зависимости
ту
Ян
(1)
ту
т - постоянная
уаг
где g - масса плавки, т; т
" опл ' а
(суммарное время бестоковых пауз) и переменная (время энергетического периода, который лимитируется продолжительностью нагрева) составляющие продолжительности плавки, ч; W -удельный теоретический расход энергии для расплавления лома и нагрева металла до температуры выпуска, кВт-ч/т; Pп - полезная мощность всех источников тепла, кВт.
Из анализа выражения (1) видно, что при увеличении массы болота (и соответственно уменьшении массы плавки) знаменатель дроби увеличивается, а вся функция убывает.
Таким образом, исходя из математического моделирования и анализа функции (1) можно сделать следующие выводы:
1) при одинаковых условиях теплопередачи от источника тепла к нагреваемой шихте и ограничении времени плавки продолжительностью нагрева и расплавления шихты (принятое допущение тэ = туаг, где тэ - продолжительность энергетического периода) с ростом массы болота производительность ДСП всегда уменьшается;
2) резкое увеличение производительности ДСП с порционной загрузкой шихты при увеличении массы болота может быть связано только со скачкообразным уменьшением общей продолжительности загрузки при уменьшении числа операций загрузки;
3) увеличение производительности и уменьшение расхода энергии в ДСП при увеличении массы болота может быть связано: с уменьшением продолжительности обезуглероживания при
0
разбавлении углерода, содержащегося в ломе, металлом болота (но только при тэ ф туаг), с улучшением условий теплопередачи от источников тепла к нагреваемой шихте, с взаимным влиянием 1-го и 2-го факторов.
Имеется большое количество данных о благоприятном влиянии увеличения массы болота на эксплуатационные показатели ДСП. В уже упомянутой работе [2] сообщается о наличии оптимальной массы жидкого остатка в ДСП с системой Со^ее1; в работе [5] также говорится об имеющемся оптимуме массы жидкого болота, который обнаружили в ходе эксплуатации ДСП с верхней загрузкой после увеличения вместимости ДСП за счет увеличения объема подины; увеличение вместимости печи и массы болота до 60-70 т в шахтной двухкорпусной ДСП с массой плавки около 170 т привело к сокращению продолжительности плавки под током на 2,7 мин и уменьшению расхода электроэнергии на 15 кВт-ч/т [6].
Условие т ф т может не соблюдаться при
э уаг ^ г
вынужденном использовании чрезмерно большого количества чугуна в шихте, а также при неправильной шихтовке плавки по углероду, не учитывающей соотношение скоростей нагрева и обезуглероживания металла в печи. Технология плавки в ДСП с большим количеством чугуна в шихте подробно рассмотрена отечественными и зарубежными авторами, определена оптимальная доля чугуна в шихте [7-9]. Подробнее следует остановиться на условиях нагрева и расплавления лома, которые изменяются при увеличении массы болота.
Скорость нагрева и плавления лома при ¿-том способе теплопередачи зависит от удельной площади тепловоспринимающей поверхности (м2/кг) и теплового потока на нее (при условии, что внутренний теплоперенос в ломе не лимитирует процесс нагрева, т.е. лом является теплотехнически идеально «тонким» телом):
К'=—& (2)
сст
где У - скорость нагрева, К/с; а. - тепловой поток при ¿-том способе теплопередачи, Вт/м2; сст -средняя удельная теплоемкость стали в интервале температур 20-1650 °С, Дж/(кг-К); .л - удельная ^ тепловоспринимающая поверхность лома при ™ ¿-том способе теплопередачи, м2/кг.
Тепловой поток при преимущественно кона вективном теплообмене (а , Вт/м2), что наблю-^ дается в печах с непрерывной загрузкой шихты[2], Ц в соответствии с уравнением Ньютона зависит от | разности средних температур нагреваемого тела
(Тл, К) и окружающей среды (Тм, К), а также коэффициента конвективной теплоотдачи (а, Вт/(К-м2)
а = а(Т - Т). (3)
1 конв 4 м лу 4 '
Температуры в уравнении (3) известны, а коэффициент конвективной теплоотдачи в ванне ДСП составляет около 5000 Вт/(К-м2) [10]. Авторы [2] справедливо утверждают, что а зависит от интенсивности перемешивания металла. В работе [11] со ссылкой на данные работы [12] приводят
а = 5000е02, (4)
где е - удельная мощность перемешивания металла, Вт/м3.
В ДСП металл перемешивается, главным образом, за счет всплывания пузырей СО (при углеродном кипении) и нейтрального газа при наличии продувочных пробок в подине печи, кинетической энергии струи кислорода, энергии магнитного поля установки электромагнитного перемешивания (ЭМП) и электромагнитогидро-динамического (ЭМГД) воздействия электрических дуг. Суммарную мощность
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.